- Local time
- 3:35 PM
- User ID
- 522
- Joined
- Jan 12, 2016
- Messages
- 4,070
- Reaction score
- 26,732
- Location
- Iowa City
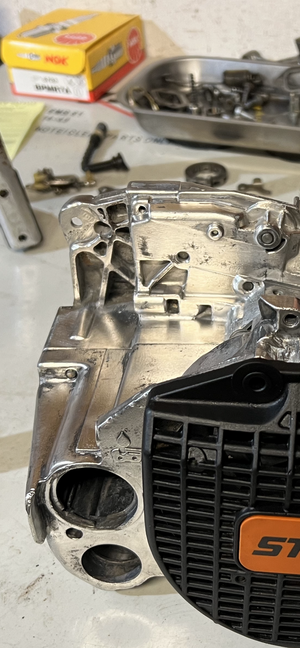
This 064 case half had a bad day with a case splitter which ended up cracking the cylinder mounting flange. Luckily it was only cracked in the vertical and the piece could be bent back limiting the amount of the gasket surface that needed to be welded.