jeffkrib
Well-Known OPE Member
- Local time
- 9:20 PM
- User ID
- 24818
- Joined
- Aug 23, 2022
- Messages
- 28
- Reaction score
- 78
- Location
- Sydney Aus
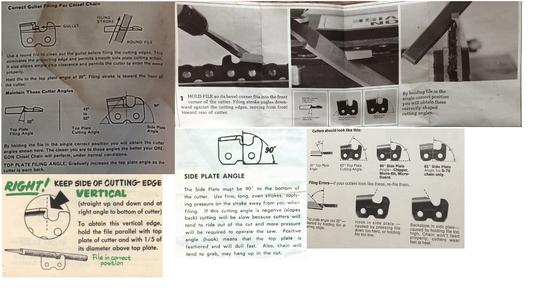
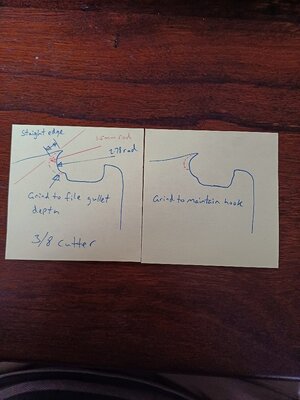
Thanks Philbert, yes I understand the file diameter controls the curve in the gullet. I keep my stone wheels the same radius as the file size.
If your swapping between grinding and filing this makes sense but if I'm grinding with a CBN wheel which gives a 1.5mm radius for all size chains are there any other considerations. Would the only down side be noticed when swapping between grinder and file?
With a smaller radius wheel the larger chains would have a straight line from the cutting edge before hitting the gullet as aposed to a curve immediately after the cutting edge.
Is the gullet similar to a chip breaker on a lathe or milling tool?

 cadem.com
cadem.com
If your swapping between grinding and filing this makes sense but if I'm grinding with a CBN wheel which gives a 1.5mm radius for all size chains are there any other considerations. Would the only down side be noticed when swapping between grinder and file?
With a smaller radius wheel the larger chains would have a straight line from the cutting edge before hitting the gullet as aposed to a curve immediately after the cutting edge.
Is the gullet similar to a chip breaker on a lathe or milling tool?
Chip breaker and how chip breaking happens - CNC turning - Cadem
Chip breaking not happening? Maybe you're using the wrong insert, with the wrong chip breaker geometry, or wrong feed rate. An explanation...
cadem.com




 .
.