



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Red Armor* Poll
- Thread starter Red97
- Start date

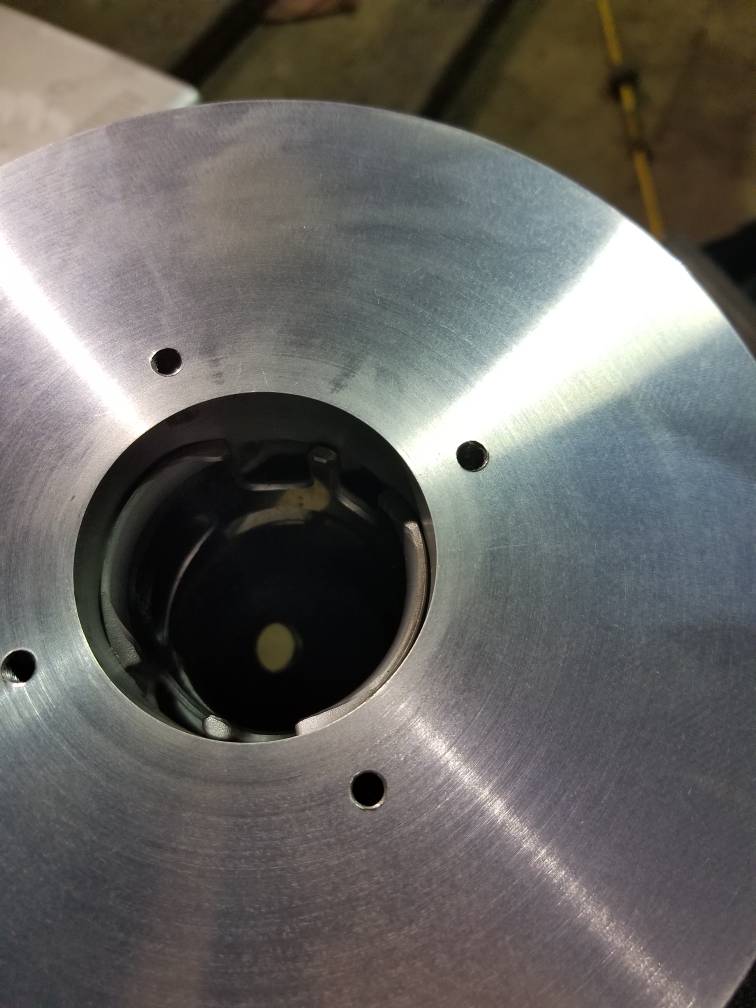

Got a pretty decent finish cut. Hone to .0005" then polish the rest. Going to finish in 1500 grit.
590 jug 5mm over bore. Went from closed port to open lol

Sent from my SM-G950U using Tapatalk
590 jug 5mm over bore. Went from closed port to open lol
Sent from my SM-G950U using Tapatalk
Chainganger
Super OPE Member
- Local time
- 7:13 AM
- User ID
- 994
- Joined
- Mar 5, 2016
- Messages
- 297
- Reaction score
- 646
- Location
- Minnesota
We're showing our age huh Jeff?
My first car was a 4 speed Vega, put tons of miles on it, burned oil like crazy at the end and I sold it for $15.
- Local time
- 7:13 AM
- User ID
- 4
- Joined
- Dec 3, 2015
- Messages
- 47,965
- Reaction score
- 311,327
- Location
- Banner Springs Tennessee
Got a pretty decent finish cut. Hone to .0005" then polish the rest. Going to finish in 1500 grit.
590 jug 5mm over bore. Went from closed port to open lol
Sent from my SM-G950U using Tapatalk
Joe.......you is cray cray.
I like that ya know.
")
- Local time
- 8:13 AM
- User ID
- 377
- Joined
- Jan 1, 2016
- Messages
- 18,623
- Reaction score
- 104,255
- Location
- Warren Center, PA
Too much welder smoke...Joe.......you is cray cray.
I like that ya know.
Idle hands....Joe.......you is cray cray.
I like that ya know.
Possible.Too much welder smoke...
Until I get my casting stuff all figured out this is my best option.
Sent from my SM-G950U using Tapatalk
- Local time
- 7:13 AM
- User ID
- 4
- Joined
- Dec 3, 2015
- Messages
- 47,965
- Reaction score
- 311,327
- Location
- Banner Springs Tennessee
Too much welder smoke...
Is that what the youngsters call it now?
- Local time
- 8:13 AM
- User ID
- 377
- Joined
- Jan 1, 2016
- Messages
- 18,623
- Reaction score
- 104,255
- Location
- Warren Center, PA
Lol Cutting edge stuff Joe... I like it!!Idle hands....
Possible.
Until I get my casting stuff all figured out this is my best option.
Sent from my SM-G950U using Tapatalk
Well I have layed about 40k lbs of flux core wire over the last 4 years.. fixing to do about 8k more next couple of months...Is that what the youngsters call it now?
Dj may be on to something.
Sent from my SM-G950U using Tapatalk
For bore taper? Or something else?Pay close attention to ring end gap
Sent from my SM-G950U using Tapatalk
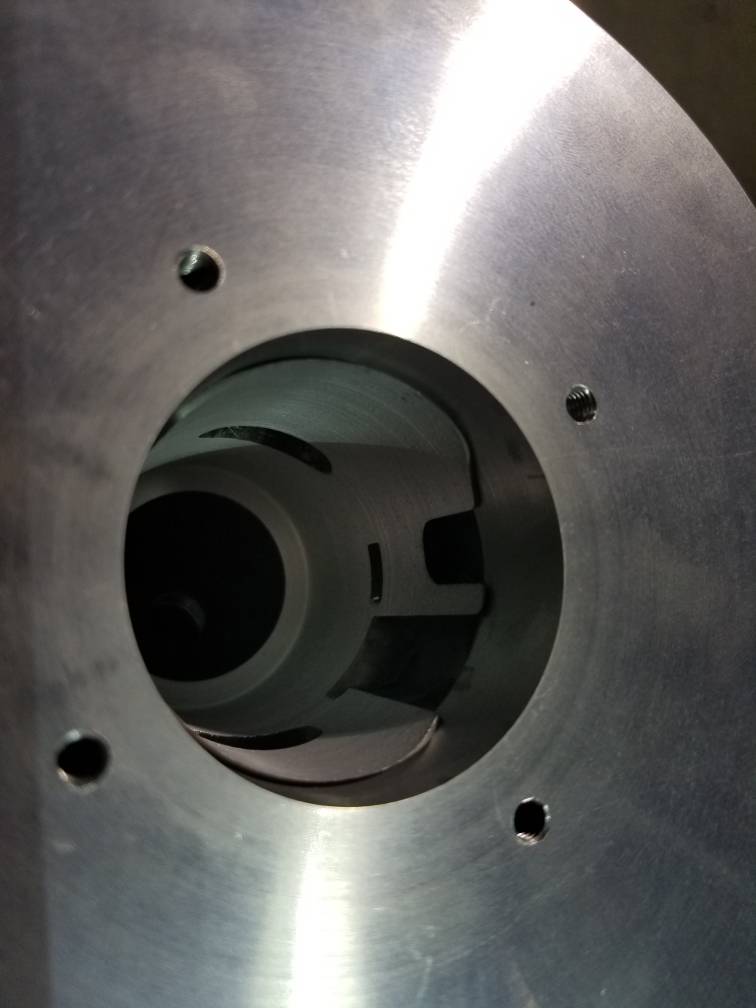
Going to make it full open port. As the remaining material covering the secondary is paper thin. Afraid it will buldge/break out it it lasts that long.
Nice bevels.
Now full circle piston or windowed?
Sent from my SM-G950U using Tapatalk
Nice bevels.
Now full circle piston or windowed?
Sent from my SM-G950U using Tapatalk
Jimmy in NC
Pinnacle OPE Member
- Local time
- 8:13 AM
- User ID
- 57
- Joined
- Dec 23, 2015
- Messages
- 1,994
- Reaction score
- 8,011
- Location
- North Carolina
Either of you need some Cosworth parts? I can hook you up.We're showing our age huh Jeff?
Sent from my SM-G955U using Tapatalk
Indeed. Between the ring and the dial bore gauge. It is coming along.Just make sure it's not too tight, check it in a few spots throughout the bore
Altho the stainless probes on the gauge Mar the aluminum bore. Guess extra oil retention lol
Thinking about it after the fact, I will do a few things different while prepping for the sleeves.
Sent from my SM-G950U using Tapatalk
Milkman31
Pinnacle OPE Member
Yep my standard procedure!Just make sure it's not too tight, check it in a few spots throughout the bore
Jimmy in NC
Pinnacle OPE Member
- Local time
- 8:13 AM
- User ID
- 57
- Joined
- Dec 23, 2015
- Messages
- 1,994
- Reaction score
- 8,011
- Location
- North Carolina
About out of pawpatrol band aids?I am deburring this bastid before any more work is done. Lol
Sent from my SM-G950U using Tapatalk
Sent from my SM-G955U using Tapatalk