Rich Fife
Sally slap my ass
- Local time
- 6:26 AM
- User ID
- 26245
- Joined
- Mar 4, 2023
- Messages
- 1,001
- Reaction score
- 2,252
- Location
- Central New York





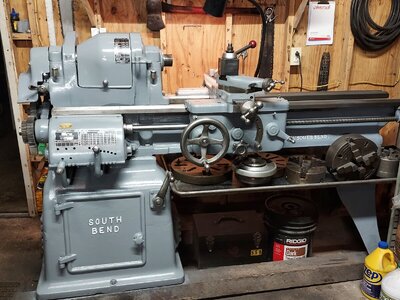
Absolutely. Been fixing a bunch of small issues... too many d!ck-beaters have been placed on this lathe. Lol Slowly but surely this "restoration" is coming to an end.Taper attachment and 5" stroke tailstock will be handy!
Thanks man. I have a piece of pre hardened 4140 that's 2" dia x 24". It's looking like I'll be machining a new ram as well. I'll use the CNC Mill and make a pocket so I can stick a graduated metal strip in... I think that'll look good.Nice work! I made a tail stock ram for my Clausing a long time ago. Used a small center drill in the Bridgeport with DRO, pecked the surface for the graduations, use small stamps for the numbers. Also needed a left hand acme tap for that too!
The cross-slide has .033" backlash. Instead of spending $75+ for a cross-slide nut, I cheaped out and machined my own. I had to order a tap... LH 11/16" - 8tpi acme tap... China came through. This tap is probably the best acme tap I have used in the past 20+ years... I was concerned about the quality, the geometry as well as the cutting edges being poor. Well, this tap was a pleasant change of pace. Tomorrow I'll be installing the nut.

I've backed away from the saws to make more time for my personal things/projects. I still dont have much time as i always seem to to add irons to the fire.I've been meaning to machine a new nut for my lathe as well. I have the 3/4-8 LH tap but I just need the time.
I've dealt with lathes that had a bunch of backlash... like you said, once you get used to it, taking out the BL becomes 2nd nature. I always use dials during threading operations, especially with lathes that have excessive amounts of backlash. Cutting gears and threads I'm a bit particular with...I'd deal with 0.033" as I have about a 1/2 turn of backlash which would be 0.125". If you are used to it, it's not a big deal. It can get you when threading...
To be honest, I wasn't paying attention to how many turns it took... I just fed it through the part in amazement at how good the tap was cutting through the aluminum bronze.did that take almost 2 or 3 turns to get out of the part?
I'm sure they did as you can find them all over the world.... for this model, my lathe was # 6679 off of the assembly line.They must have sold Southbend lathes by the tens of thousands . I think the most were the 9 and 10" models .They are fine for most jobs perhaps short for watch making or making parts for the space shuttle .FWIW I first lathe I ever used was a SB with about a 5 gallon bucket full of change gears .It predated quick change machines,perhaps came over on the Mayflower . I have the books but never actually rehabbed one but did on a Bridgeport model M that also came over on a wind jammer ,like 1940 .

If there going for scrap I'll take a couple..I'm sure they did as you can find them all over the world.... for this model, my lathe was # 6679 off of the assembly line.
There are a lot of 9's & 10's around here... now it seems people are just scraping them.
They have micro mills and lathes that nkrmal vision people have to use magnifying glasses and tweezers... pretty cool stuff.